
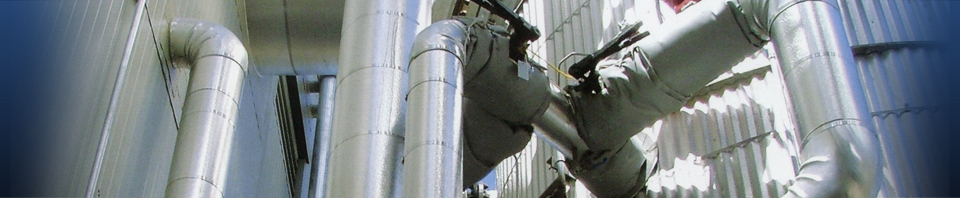
At Heat Trace Products, we provide comprehensive solutions for temperature maintenance, freeze protection, climate monitoring, and other heat process applications. Through our 35 years of experience, we have built a suite of global products driven by reliable, proven, and patented technology. Examples of industries we serve include: petrochemical, pulp and paper, pharmaceuticals, oil and gas, chemical and food processing.
Heat Trace Products manufactures industrial heaters and heating cable products for a wide variety of process temperature maintenance applications. Our self-regulating heating cable is able to maintain fluid temperatures to 150, 250 and 375 degrees F, and can be custom built for Hazardous Division 1 application. They have a multi-layer construction featuring a conductive core, two jacket layers, and dual nickel-copper bus wires, all within a flat, flexible form. No matter the application, our heating cables are cost-effective, efficient and able to run off 120 V or 240 V power sources.
As an ISO 9001:2008 certified company, Heat Trace Products is confidently dedicated to quality, and has become a dependable mainstay provider for major industrial concerns. For more information about our products, feel free to contact us directly.